物料清单(BOM)和部件¶
使用 BOM¶
物料清单(Bill of Materials)是用来列举制造一个成品所需要的原材料列表。 为了解释本章节的内容,你会生产一个生产计划指定的书架(或橱柜)。 Plan of Construction of a Shelf.
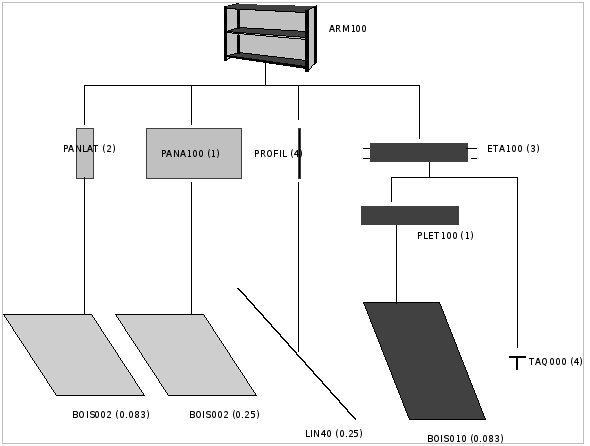
Plan of Construction of a Shelf
书架由原材料和中间件(intermediate assemblies)组成。图片编码是指图片,产品参考号OpenERP的是相应的代码。
用 m 代替木门楣4m(LIN40)的单位PCE
| 图片编号 | 产品参考号 | 描述 |
|---|---|---|
| ARM100 | SHE100 | 书架 100 cm |
| PANLAT | SIDEPAN | 侧面面板 |
| PANA100 | RPAN100 | 后面板 SHE100 |
| PROFIL | PROFIL | 组装 |
| ETA100 | RCK100 | 架 100cm |
| BOIS002 | WOOD002 | 木材 2mm |
| TAQ000 | METC000 | 金属防滑钉 |
| LIN40 | LIN40 | 木门楣 4m |
| Image Code | Product Reference | Description |
|---|---|---|
| PLET100 | SPAN100 | Shelf Panel |
| BOIS010 | WOOD010 | Wood 10mm |
Tip
复制
如上面的两种产品我们可以找一个类似的产品复制,以便快速地创建.
为了揭示书架是如何组装的(assembled),你需要定义每个中间件(intermediate product)的BOM以及最终书架的BOM。 BOM内容在下表中显示。你可以由DEMO数据开始,根据指令完成这些BOM。 新建或者更改BOM(bill of materials),菜单路径为 .
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| PROFIL | 4 | PCE |
| SIDEPAN | 2 | PCE |
| METC000 | 12 | PCE |
| RPAN100 | 1 | PCE |
| RCK100 | 3 | PCE |
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| SPAN100 | 1 | PCE |
| METC000 | 4 | PCE |
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| WOOD010 | 0.083 | m |
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| LIN40 | 0.25 | m |
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| WOOD002 | 0.25 | m |
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| WOOD002 | 0.083 | m |
物料清单被系统用来,根据成品的需求,计算原材料的物料需求。 如果你想制作10个书架,系统会计算出实际会消耗的原材料数量:
| 物料编码 | 数量 | 计量单位 |
|---|---|---|
| WOOD002 | 0.416 (2 * 0.083 + 0.25) | m |
| LIN40 | 1 (4 * 0.25) | m |
| WOOD010 | 0.249 (0.083 * 3) | m |
| METC000 | 132 ((3 * 4) + (10 * 12)) | PCE |
Tip
原材料清单(BOM Bill Of Materials)
要查看产品的原材料清单列表, 点击菜单: 选择产品后点击 BOM 结构(BOM Structure).
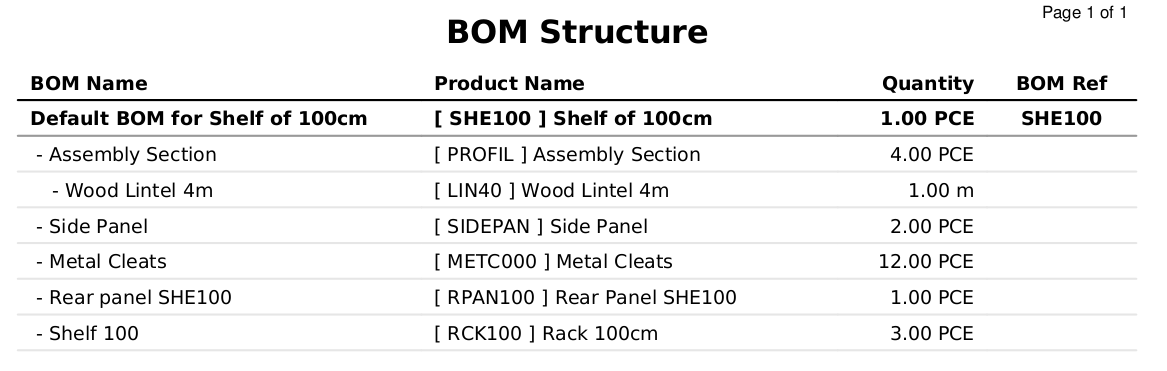
Bill of Materials structure
Use the menu and click the New button to define a new bill of materials.
Tip
The Different Views
To change the view in the bill of materials you can:
- From the list, select a bill of materials name and then click Form View,
- From a product form, use the menu Product BoM Structure to the right.
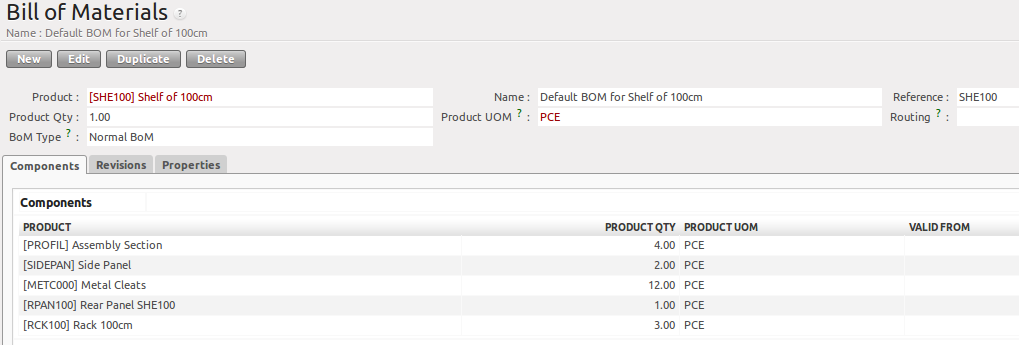
定义BOM清单(Bill of Materials)
在物料清单页面的 产品 字段,你需要填写成品料号,即最终生产完工的产成品。
一旦料号呗选择,OpenERP自动填入物料清单的名字,以及产品的主单位(UOM)。
BOM的类型 (BoM Type : Sets/Phantom or Normal BoM) 及 routing field ,会在后续章节解释。
现在你可以选择最终用来生产成品的原材料 (Components) 。
The quantities are set out based on the quantities of finished product and the quantities needed to produce them from the bill of materials.
第二个标签页, Revisions, 用来记录该BOM的所有更改信息。 在每次更改BOM的时候,你需要指定一个新的版本号,同时填写本次BOM更改的内容描述。
Note
简洁界面
The Revisions tab is only visible if the user works in the Extended view mode
(which means that the user should belong to the group Useability / Extended View .
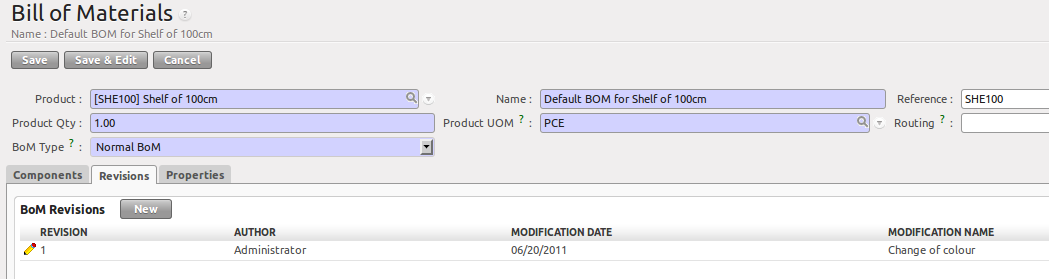
Revisions of a Bill of Materials (Extended view)
In the third tab, Properties, you can put a free text reference to a plan, a sequence number that is used to determine the priorities between bills of materials, dates between which a bill of materials is valid, and values for rounding and production efficiency.
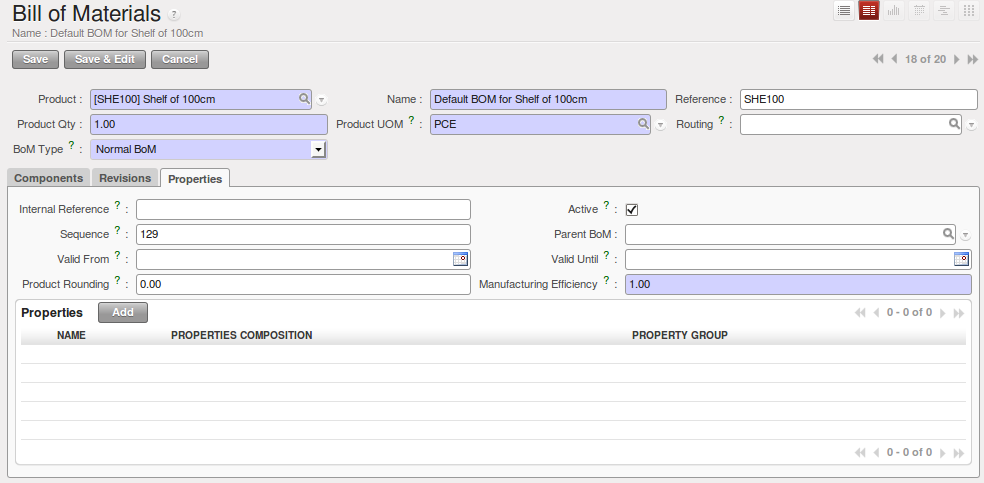
Properties of a Bill of Materials
Rounding is used to set the smallest Unit of Measure in which the quantities of the selected product can be expressed. So if you set the rounding to 1.00, you will not be able to manufacture half a piece. The Efficiency of the product lets you indicate the percentage you lose during manufacturing. This loss can be defined for the finished product or for each raw materials (components) line. The impact of this efficiency figure is that OpenERP will reserve more raw materials for manufacturing than you would otherwise use just from the Bill of Materials calculations.
The final part of the third tab lets you set some properties for the product’s manufacturing processes. These will be detailed further on in the chapter in the section about configurable products.
多层次BOM¶
在OpenERP中,物料清单(Bill of materials)的每一行(物料)可能自己就是一个BOM。 这就允许你将BOM定义为多层的(several levels) Instead of defining several BoMs for the shelf in the figure Plan of Construction of a Shelf, you could define the single bill of materials below:
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SHE100 | 1 | PCE |
| SIDEPAN | 2 | PCE |
| WOOD002 | 0.166 | m |
| RPAN100 | 1 | PCE |
| WOOD002 | 0.25 | m |
| PROFIL | 4 | PCE |
| LIN40 | 1 | m |
| RCK100 | 3 | PCE |
| SPAN100 | 3 | PCE |
| WOOD010 | 0.249 | m |
| METC000 | 132 | PCE |
OpenERP behaves differently depending on whether the bill of materials is defined in several small BoMs each on a single level or in one BoM tree-structured on several levels.
If you select a BoM using intermediate products that automatically generates production orders based on calculated requirements, OpenERP will propose to manufacture an intermediate product. To manufacture a shelf according to the different bills of materials defined, you would create 6 production orders:
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SPAN100 | 3 | PCE |
| WOOD010 | 0.249 | m |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| RCK100 | 3 | PCE |
| SPAN100 | 3 | PCE |
| METC000 | 12 | PCE |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| PROFIL | 4 | PCE |
| LIN40 | 1 | m |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| RPAN100 | 1 | PCE |
| WOOD002 | 0.25 | m |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SIDEPAN | 2 | PCE |
| WOOD002 | 0.17 | m |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SHE100 | 1 | PCE |
| SIDEPAN | 2 | PCE |
| RPAN100 | 1 | PCE |
| PROFIL | 4 | PCE |
| RCK100 | 3 | PCE |
| METC000 | 12 | PCE |
In the case where a single bill of materials is defined in multiple levels, a single manufacturing order will be generated for each shelf, including all of the sub BoMs. You would then get the following production order:
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SHE100 | 1 | PCE |
| WOOD002 | 0.17 | m |
| WOOD002 | 0.25 | m |
| LIN40 | 1 | m |
| WOOD010 | 0.249 | m |
| METC000 | 132 | PCE |
虚拟件BOM¶
If a finished product is defined using intermediate products that are themselves defined using other BoMs, OpenERP will propose to manufacture each intermediate product. This will result in several production orders. If you only want a single production order, you can define a single BoM with several levels.
Sometimes, however, it may be useful to define the intermediate product separately and not as part of a multi-level assembly, even if you do not want separate production orders for intermediate products.
In the example, the intermediate product RCK100 is used in the manufacturing of different shelves (SHE100, SHE200, ...). So you would prefer to define a unique BoM for it, even though you do not want any instances of this product to be built, nor would you want to rewrite these elements in a series of different multi-level BoMs.
If you only want a single production order for the complete shelf, and not one for the BoM itself, you
can define the BoM line corresponding to product RCK100 in the shelf’s BoM as type Sets/Phantom. Then OpenERP will automatically put RCK100‘s BoM contents into the shelf’s production order, even though it has been defined as multi-level.
This way of representing the assembly is very useful, because it allows you to define reusable assembly elements and keep them isolated.
If you define the BoM for the SHE100 shelf in the way shown by the table below, you will get two production orders on confirmation of a sales order, as also shown in the tables.
| Product Ref. | Quantity | Unit of Measure | Type of BoM |
|---|---|---|---|
| SHE100 | 1 | PCE | normal |
| SIDEPAN | 2 | PCE | normal |
| RPAN100 | 1 | PCE | phantom |
| PROFIL | 4 | PCE | phantom |
| RCK100 | 3 | PCE | phantom |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SHE100 | 1 | PCE |
| SIDEPAN | 2 | PCE |
| WOOD002 | 0.25 | m |
| LIN40 | 1 | m |
| WOOD010 | 0.249 | m |
| METC000 | 12 | PCE |
| Product Ref. | Quantity | Unit of Measure |
|---|---|---|
| SIDEPAN | 2 | PCE |
| WOOD002 | 0.17 | m |
用于套件/套装的BOM¶
Note
Sales Bills of Materials
In other software, this is sometimes called a Sales Bill of Materials. In OpenERP, the term Kits/Sets is used, because the effect of the bill of materials is visible not only in sales, but also elsewhere, for example, in the intermediate manufactured products.
Kits/Sets bills of materials enable you to define assemblies that will be sold directly. These could also be used in deliveries and stock management rather than just sold separately. For example, if you deliver the shelf in pieces for self-assembly, set the SHE100 BoM to type
Sets / Phantom.
When a salesperson creates an order for a SHE100 product, OpenERP automatically changes the SHE100
from a set of components into an identifiable package for sending to a customer.
Then it asks the storesperson to pack 2 SIDEPAN, 1 RPAN100, 4 PROFIL, 3 RCK100.
This is described as a SHE100, not just the individual products delivered.
工作中心¶
Work centers represent units of production, capable of doing material transformation operations. You can distinguish two types of work centers: machines and human resources.
Note
工作中心
Work centers are units of production consisting of one or several people and/or machines that can be considered as a unit for the purpose of forecasting capacity and planning.
Use the menu to define a new work center. You get a form as shown in the figure Defining a Work Center.

Defining a Work Center
Tip
Missing fields
If some fields such as Analytic Journal, General Account in the view are missing, you have
to add the user group Useability / Analytic Accounting.
A work center should have a name. You then assign a type: Machine or Human, a code and
the operating hours, i.e. Working Period. The Working Time(s) can be defined through the menu . The figure Defining a Work Center represents the hours from Monday
to Friday, from 08:00 to 18:00 with a break of an hour from 12:00.
You can also add a description of the work center and its operations.
Once the work center is defined, you should enter data about its production capacity. Depending on whether you have a machine or a person, a work center will be defined in cycles or hours. If it represents a set of machines and people you can use cycles and hours at the same time.
Note
A Cycle
A cycle corresponds to the time required to carry out an assembly operation. The user is free to determine which is the reference operation for a given work center. It should be represented by the cost and elapsed manufacturing time.
For example, for a printing work center, a cycle might be the printing of 1 page or of 1000 pages depending on the printer.
To define the capacity properly, it is necessary to know, for each work center, what will be the reference operation which determines the cycle. You can then define the data relative to the capacity.
Capacity per Cycle (CA): the number of operations that can be done in parallel during a cycle. Generally, the number defines the number of identical machines or people defined by the work center.
Time for 1 cycle (hour) (TC): the duration in hours for one cycle or the operations defined by a cycle.
Time before production (TS): the time in hours required to initialize production operations. Generally, this represents the machine setup time.
Time after production (TN): the delay in hours after the end of a production operation. Generally, this represents the cleaning time necessary after an operation.
Efficiency factor (ET): the factor that is applied to the TC, TS and TN times to determine the real production time. This factor enables you to readjust the different times progressively and as a measure of machine utilization. You cannot re-adjust the other times, because generally they are taken from the machine’s data sheet. By default, the efficiency is set to 1, representing a load of 100%. When you set the efficiency to 2 (i.e. 200%), the load will be 50%.
The total time for carrying out X operations is then given by the following formula:
((X / CA) * TC + TS + TN ) * ET
In this formula the result of the division is rounded upwards. Then, if the capacity per cycle is 6, it takes 3 cycles to realize 15 operations (15/6 = 2.5, rounded upwards = 3).
With the Hour Account and Cycle Account you define the links to analytical accounting, to report the costs of the work center operations. If you leave the different fields empty, it will not have any effect on the analytic accounts.
工艺路线¶
Routings define the manufacturing operations to be done in work centers to produce a certain product. A routing is usually attached to bills of materials, which will define the assembly of products required for manufacturing or to produce finished products.
A routing can be defined directly in a bill of materials or through the menu . A routing has a name, and a code. You can also add a description. Later in this chapter you will see that a routing can also be associated with a stock location. This enables you to indicate where an assembly takes place.
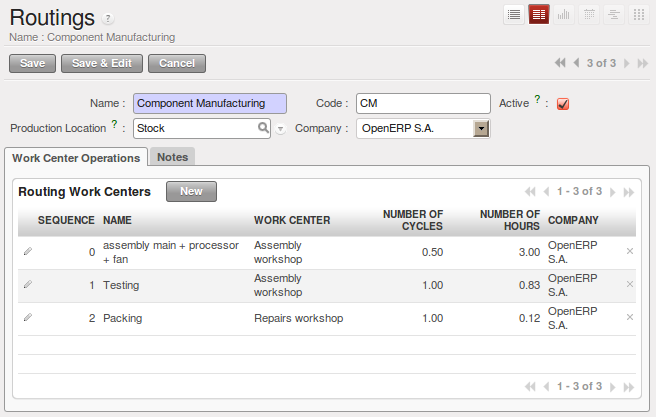
Defining a routing with Three Operations
Note
Subcontracting Assembly
You will see further on in this chapter that you can also link a routing to a stock location for the customer or the supplier. You can use this functionality when you have subcontracted the assembly of a product to a supplier, for instance.
In the routing, you have to enter the list of operations that has to be executed. Each operation has to be done at a specific work center and includes a number of hours and/or cycles.
Tip
Multi-level Routing
It is possible to define routing on several levels to support multi-level bills of materials. You can select the routing on each level of a bill of materials ( BoM in a BoM can have a different routing). The levels are then linked to hierarchies of bills of materials.